





")
")
")
")
")
")
")
")





- Производитель:
- DETEL
- Страна производства:
- Словения
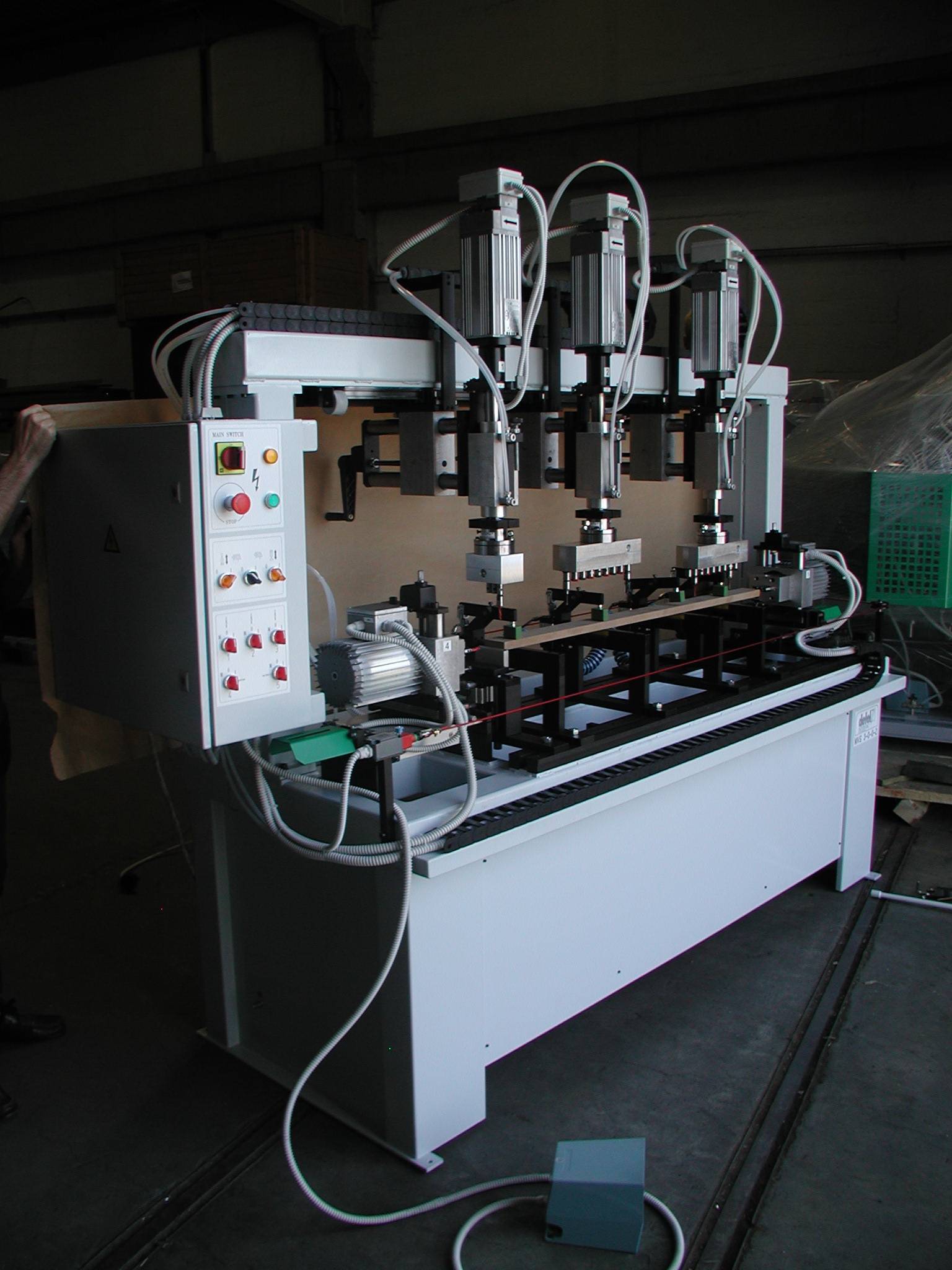
МОДЕЛЬ DETEL MVS-0-3-2-2 ДЛЯ ДЕТАЛЕЙ ЯЩИЧНОЙ ГРУППЫ В ТРЕХ ПЛОСКОСТЯХ:
Настройки по оси X выполняются по электронным датчикам. По осям Y и Z с помощью червячной передачи по датчикам Siko Станок обеспечивает сверление за одно базирование детали с точностью сверления - +/- 0,15 мм. Сверление осуществляется автоматически за один цикл – либо вертикальные и горизонтальные одновременно либо вертикальные и горизонтальные шпинделя последовательно (в случае пересечения направления сверления).
Левый горизонтальный суппорт неподвижный, правый горизонтальный суппорт подвижный. Все патроны быстросъемные. Нижние сверлильные головки поворотные.
Производительность от 6-ми до 10-ти деталей в минуту.
( 6…7 сек. – на цикл при одновременной присадке,
8..10 сек.- на цикл последовательной присадке).
Одновременная присадка вертикально по пласти , горизонтально по боковым левому и правому торцам и горизонтально по заднему торцу по длинной стороне детали.
Переналадка на новую карту – в ручную, время от 5 до 10 мин.
Станок обеспечит в смену от 1500 до 3000 деталей в зависимости от количества переналадок.
| MVS 0322 | MVS 0022 | |
| Сверлильные головки «VG-7/32» на семь шпинделей верт. суппорта | 2 | 2 |
| Сверлильные головки «VG-7/32» на семь шпинделей гориз. суппорта Х | 2 | 2 |
| Сверлильные головки «VG-3/32» на семь шпинделей гориз. суппорта Y | 3 | - |
| Электродвигатели 1,4 кВт, 3 ф., 380 в., 50 гц | 7 | 4 |
| Комплект электрического и пневматического оборудования | 1 | 1 |
| Быстросъемные патроны | 40 |
Габаритные размеры деталей :
| Длина максимальная, мм | 2 000 |
| Длина минимальная , мм | 200 |
| Ширина максимальная, мм | 450 |
| Ширина минимальная , мм | 40 |
| Толщина максимальная, мм | 45 |
| Толщина минимальная , мм | 12 |
МОДЕЛЬ DETEL MVS -0-0-2-2 ДЛЯ ДЕТАЛЕЙ ЯЩИЧНОЙ ГРУППЫ В ДВУХ ПЛОСКОСТЯХ
Настройки по оси X выполняются по электронным датчикам. По осям Y и Z с помощью червячной передачи по датчикам Siko Станок обеспечивает сверление за одно базирование детали с точностью сверления - +/- 0,15 мм. Сверление осуществляется автоматически за один цикл – либо вертикальные и горизонтальные одновременно либо вертикальные и горизонтальные шпинделя последовательно (в случае пересечения направления сверления).
Левый горизонтальный суппорт неподвижный, правый горизонтальный суппорт подвижный.
Все патроны на сверлильных головах быстросъемные. Нижние сверлильные головки поворотные.
Производительность от 6-ми до 10-ти деталей в минуту.
( 6…7 сек. – на цикл при одновременной присадке,8..10 сек.- на цикл последовательной присадке).
Одновременная присадка вертикально по пласти , горизонтально по боковым левому и правому торцам.
Переналадка на новую карту – в ручную, время от 5 до 10 мин.
Станок обеспечит в смену от 1500 до 3000 деталей в зависимости от количества переналадок.